




Rückverfolgbarkeit: So gelingt zuverlässige Traceability mit Laserbeschriftung
In der industriellen Fertigung ist die Rückverfolgbarkeit von Bauteilen und Produkten unverzichtbar und zentraler Bestandteil moderner Qualitätsmanagementsysteme. Sie ermöglicht nicht nur die Einhaltung regulatorischer Anforderungen, sondern ist auch ein entscheidender Faktor für Produktsicherheit und Fälschungsschutz. Eine der technologisch führenden Methoden zur Umsetzung der Rückverfolgbarkeit ist die Laserbeschriftung.

Was bedeutet Rückverfolgbarkeit?
Der Begriff Rückverfolgbarkeit, auch bekannt als „Traceability“, beschreibt die Möglichkeit, ein Produkt oder eine Komponente über alle Phasen der Wertschöpfung hinweg eindeutig zu identifizieren und zurückzuverfolgen. Das umfasst nicht nur die Produktion, sondern auch Lagerung, Transport, Montage und im Fall von Rückrufen sogar den Verbleib beim Endkunden.
In der Praxis bedeutet das: Jedes Produkt erhält eine individuelle Kennzeichnung, die es eindeutig identifizierbar macht. Diese Kennzeichnung muss nicht nur dauerhaft und fälschungssicher sein, sondern auch unter realen Produktionsbedingungen zuverlässig lesbar – sei es durch Menschen oder Maschinen.
In einer Welt, in der Lieferketten global, Produkte komplex und regulatorische Anforderungen streng sind, ist Rückverfolgbarkeit längst keine Option mehr. Sie ist ein Muss für Hersteller, Zulieferer und Endkunden gleichermaßen und ist in vielen Branchen bereits durch Regularien und Normen verpflichtend. Ob in der Medizintechnik, der Automobilindustrie oder der Elektronikfertigung: Wer heute Produkte herstellt, muss jederzeit nachweisen können, woher ein Bauteil stammt, wann es gefertigt wurde, und welchen Weg es durch die Produktion genommen hat. Darüber hinaus schafft Rückverfolgbarkeit Transparenz, sichert Prozesse ab und stärkt Vertrauen. Zuverlässige Rückverfolgbarkeit beginnt mit einer dauerhaften, sicher lesbaren Kennzeichnung, die sich idealerweise direkt auf dem Produkt befindet.

Welche Lösungen gibt es für die Markierung zur Rückverfolgbarkeit?
Für die Rückverfolgbarkeit von Produkten stehen verschiedene Markiertechnologien zur Verfügung. Entscheidend für die sichere Produktkennzeichnung zur Rückverfolgbarkeit ist es, dass eine eindeutige, dauerhafte und maschinenlesbare Kennzeichnung gewährleistet ist, die sich nahtlos in digitale Fertigungsumgebungen integrieren lässt.
Die Wahl der geeigneten Markierlösung hängt von zahlreichen Faktoren ab, dazu zählen unter anderem: Materialbeschaffenheit, Produktionsbedingungen, Anforderungen an Lesbarkeit und Lebensdauer der Markierung sowie regulatorische Anforderungen je nach Branche (z.B. Biokompatibilität und -stabilität in der Medizintechnik).
Zu den bekannten Lösungen für die Kennzeichnung mit Codes für die Rückverfolgbarkeit zählen: Laserkennzeichnung, Inkjet-Druck (CIJ/TIJ), Etikettierung mit Barcodes oder RFID, Nadelprägung und Ritzmarkierung. Vor allem in Branchen, in denen die Rückverfolgbarkeit ein sicherheitskritischer oder regulatorisch relevanter Aspekt ist, wird in der Regel die Laserkennzeichnung als Beschriftungsverfahren bevorzugt.
Welche Rolle spielt Laserkennzeichnung für die Rückverfolgbarkeit von Produkten?
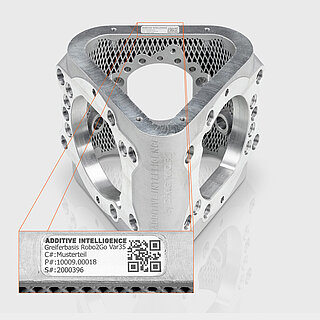
Die Laserkennzeichnung spielt eine zentrale Rolle für die Rückverfolgbarkeit ("traceability") von Produkten in industriellen Fertigungsprozessen. Sie ermöglicht die direkte, dauerhafte und fälschungssichere Markierung von Bauteilen und Produkten mit eindeutigen Identifikationsmerkmalen – zum Beispiel mit maschinenlesbaren 2D-Codes wie DataMatrix Codes, (DMC), UDI-Codes, QR-Codes sowie Seriennummern und Daten aller Art.
Laserbeschriftungen sind hochbeständig gegenüber mechanischer Beanspruchung, Chemikalien, Hitze und UV-Strahlung und lassen sich auch auf kleinsten Flächen mit hoher Präzision aufbringen. Das macht die Laserkennzeichnung auch zum bevorzugten Verfahren in Branchen mit sehr kleinen Komponenten, wie der Elektronik- und Automobilindustrie oder Medizintechnik.
Laserkennzeichnung schafft die Verbindung zwischen dem Produkt und den digitalen Daten, die es entlang der gesamten Wertschöpfungskette begleiten. Durch die Integration in automatisierte, digitalisierte Produktionslinien und die Anbindung an Produktionsleitsysteme (MES - Manufacturing Execution Systems) oder ERP-Systeme (Enterprise Resource Planning) wird mit Hilfe der Markierung eine lückenlose Dokumentation – und damit die sichere Rückverfolgbarkeit – ermöglicht. Die Laserbeschriftung sorgt für Transparenz im gesamten Produktlebenszyklus. Die “traceability” innerhalb des Produktionsprozesses (interne Rückverfolgbarkeit) und in der gesamten Wertschöpfungskette (externe Rückverfolgbarkeit) bildet die Grundlage für eine effektive Qualitätssicherung und unterstützt im Bedarfsfall ein schnelles und kontrolliertes Rückrufmanagement.

Sichere Traceability-Codes: Welche Vorteile bieten Laser für die Rückverfolgbarkeit?

Die Laserkennzeichnung bietet eine Vielzahl technischer und wirtschaftlicher Vorteile für die Rückverfolgbarkeit von Produkten – vor allem in Industrien mit hohen Anforderungen an Qualität, Sicherheit und Effizienz.
Ein entscheidender Vorteil der Laserkennzeichnung gegenüber anderen Beschriftungsverfahren liegt in der dauerhaften Lesbarkeit der Markierungen: Laserbeschriftungen sind abriebfest, temperatur- und chemikalienbeständig und behalten ihre Integrität auch unter extremen Umgebungsbedingungen.
Damit sind Laser ideal für die Kennzeichnung von Traceability-Codes in anspruchsvollen Branchen geeignet, in denen Produkte über Jahre hinweg eindeutig identifizierbar bleiben müssen, wie zum Beispiel in der Automobilindustrie, Luftfahrt, Medizintechnik oder Elektronikfertigung.
Auch in Bezug auf die Prozesssicherheit und -integration überzeugt die Laserbeschriftung: Sie lässt sich nahtlos in automatisierte Fertigungslinien einbinden und mit bestehenden MES- oder ERP-Systemen verknüpfen. So können Codes für die Rückverfolgbarkeit in Echtzeit generiert, aufgebracht und dokumentiert werden. Ergänzt durch ein laser-integriertes Kamerasystem, wird die Markierung hochpräzise ausgerichtet und die Qualität der Markierung “inline” (d.h. direkt im Markiersystem) überprüft, was die Prozesssicherheit erhöht und Ausschuss deutlich reduziert.
Nicht zuletzt punkten Beschriftungslaser durch ihre Wirtschaftlichkeit und Nachhaltigkeit. Da keine Verbrauchsmaterialien wie Tinte, Etiketten oder Lösungsmittel benötigt werden, reduzieren sich sowohl Betriebskosten als auch Umweltbelastung.
Konformität mit Regularien
Laserkennzeichnung erfüllt die regulatorischen Anforderungen in der Medizintechnik (UDI) sowie Vorgaben in der Automobil- und Elektronikindustrie.
Prozesssicherheit
Ein laser-integriertes Kamerasystem sorgt für hochpräzise, wiederholgenaue Markierungen und dokumentierte Markierqualität.
Dauerhaft und zuverlässig
Die hohe Markierqualität garantiert sichere Lesbarkeit für zuverlässige Rückverfolgbarkeit und Fälschungssicherheit.
Flexibel und einfach zu integrieren
Laserbeschriftung ist unkompliziert und einfach zu integrieren.
Effiziente und schlanke Produktion
Optimale Systemverfügbarkeit und schnelle, stabile Markierprozesse sorgen für Wirtschaftlichkeit.
Nachhaltigkeit
Laserbeschriftung ist ein umweltschonendes, chemikalien- und abfallfreies Verfahren.
Anwendungsbeispiele: Sicher rückverfolgbare Laserkennzeichnungen
Ob fortlaufende Seriennummern, Klarschrift, Barcodes, DataMatrix- oder QR-Codes, Logos oder Zeichen: Laser sind die optimale Lösung für die effiziente und zuverlässige Kennzeichnung für die sichere Rückverfolgbarkeit von Produkten - von der Medizintechnik über die Elektronikindustrie bis hin zum Automobilbau. Sie kennzeichnen Metalle aller Art, wie zum Beispiel Stahl und Aluminium, ebenso wie Kunststoffe, Keramik und viele andere Materialien hochwertig, dauerhaft und schnell.

Medizintechnik
- UDI-konforme, sichere Markierungen auf chirurgischen Instrumenten, Implantaten, medizintechnischen Produkten und Geräten aller Art
- Höchste Patientensicherheit durch dauerhafte Markierungen
- Schutz vor Fälschungen
- Extrem beständig gegenüber Aufbereitungsverfahren (Sterilisierung, Passivierung etc.)

Automobilbau
- Dauerhafte Markierungen, die extremen Bedingungen standhalten, für lückenlose Rückverfolgbarkeit
- Zuverlässiger Markierprozess: beste Markierqualität minimiert Ausschuss und steigert den Durchsatz
- Sicherheit bei Rückrufaktionen und vor Fälschungen
- Optimiert für kurze Taktzeiten und sichere Lesbarkeit auf Metall- und Kunststoffbauteilen
- Einfache Integration und Anbindung an Produktionsleitsysteme

Elektronikindustrie
- Hochpräzise, dauerhafte Markierung, kontrastreich und hochauflösend, auch bei minimaler Größe
- Zuverlässiger Markierprozess: schnelle und kosteneffiziente Kennzeichnung
- Fälschungssicherheit
- Materialschonende Kennzeichnung ohne empfindliche Komponenten zu beschädigen, optimiert für die materialspezifischen Herausforderungen elektronischer Bauteile
Lasermarkierte Codes als Teil der automatisierten Fertigung
Traceability ist ein zentraler Baustein von digitalisierten, automatisierten Produktionsprozessen. Die Kennzeichnung eines Produkts ist dabei der Schlüssel, denn nur sicher lesbar gekennzeichnete Produkte ermöglichen die Verbindung zwischen den digital erfassten Daten und dem Produkt selbst, so dass die Daten auch korrekt zugeordnet werden können. Lasersysteme mit integriertem Kamerasystem, die sich in digitale Fertigungsumgebungen integrieren lassen, sind damit die Basis für die Digitalisierung und Automatisierung von Prozessen: Sie liefern nicht nur die physische Markierung, sondern ermöglichen auch die korrekte Erfassung der Daten.

Weitere Informationen
HELP
FOBA's Workflow: Laserbeschriftung mit Inspektionsschritten vor und nach der Bearbeitung
Details ansehen
Case: Lasermarkierung in der automatisierten Produktion bei DMG MORI
Erfahren Sie, welche Bedeutung die Laserbeschriftung in automatisierten Prozessen spielt und warum ein innovatives Markiersystem den Unterschied macht, wenn es um Integration und Prozessstabilität geht.
Zur Case Study